VERBRUGGE TECAL : traitement de surface, chromage dur
VERBRUGGE TECAL est une PME familiale spécialiste du traitement de surface
- Anodisation sur aluminium
- Nickelage chimique
- Chromage dur
- Rectification
Le travail à façon pour deux grandes familles de marchés :
- La maintenance, réparation en production unitaire
- La finition de pièces spéciales en série
Les clients de Verbrugge
- Recharge et rectification de rouleaux de papeterie
- Recharge et rectification te tiges de vérins pour le machinisme travaux publics
- Pièces nickelées
- Réflecteurs …
Besoins
Sécuriser ma gestion de production
Réduire et maitriser mes délais
Améliorer mon taux de service
- L’atelier de chromage dur est soumis à un ensemble de contraintes particulièrement fortes
- Urgence de la demande (dépannage, maintenance)
- Cycles longs
- Montages et outillages complexes à réaliser à façon
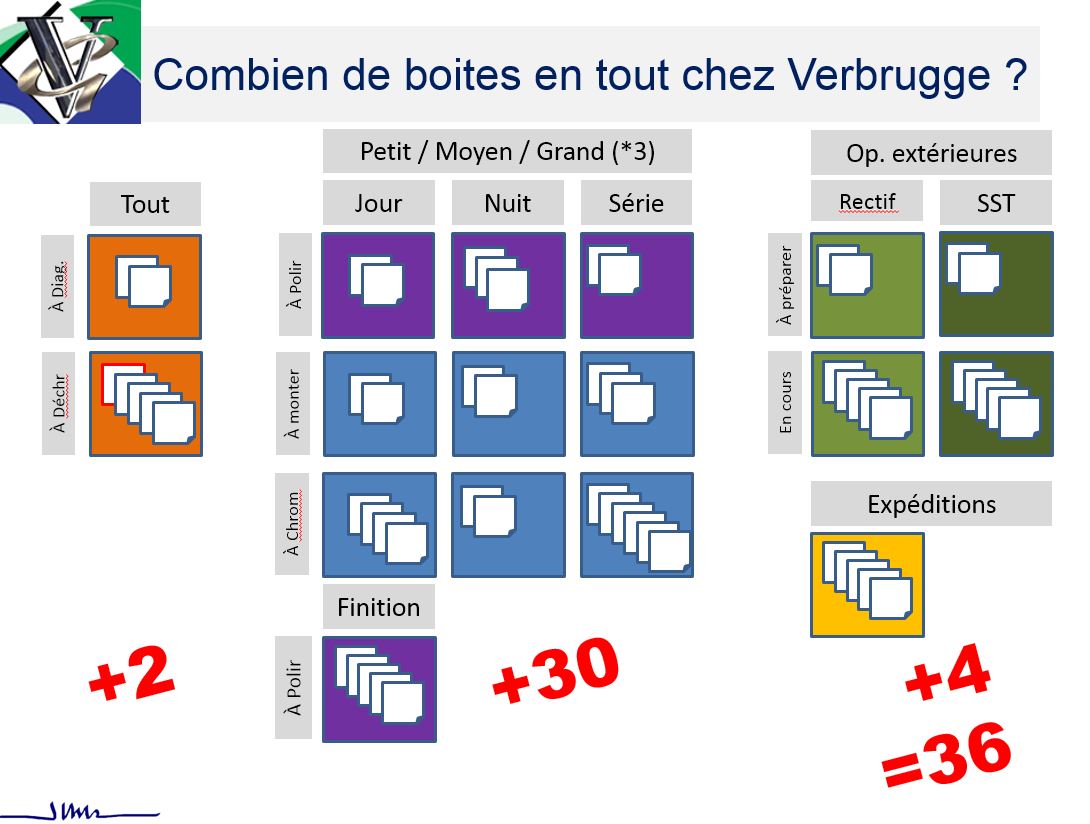
- L’usine a besoin de mettre en place un système de gestion visuel qui permette de connaitre à tout instant
- La charge de l’atelier
- L’avancement de chaque affaire
- Il est quasiment impossible de fournir un délai au client … et de le tenir sans « pister les pièces une par une » afin de garantir le délai promis pour chaque affaire.
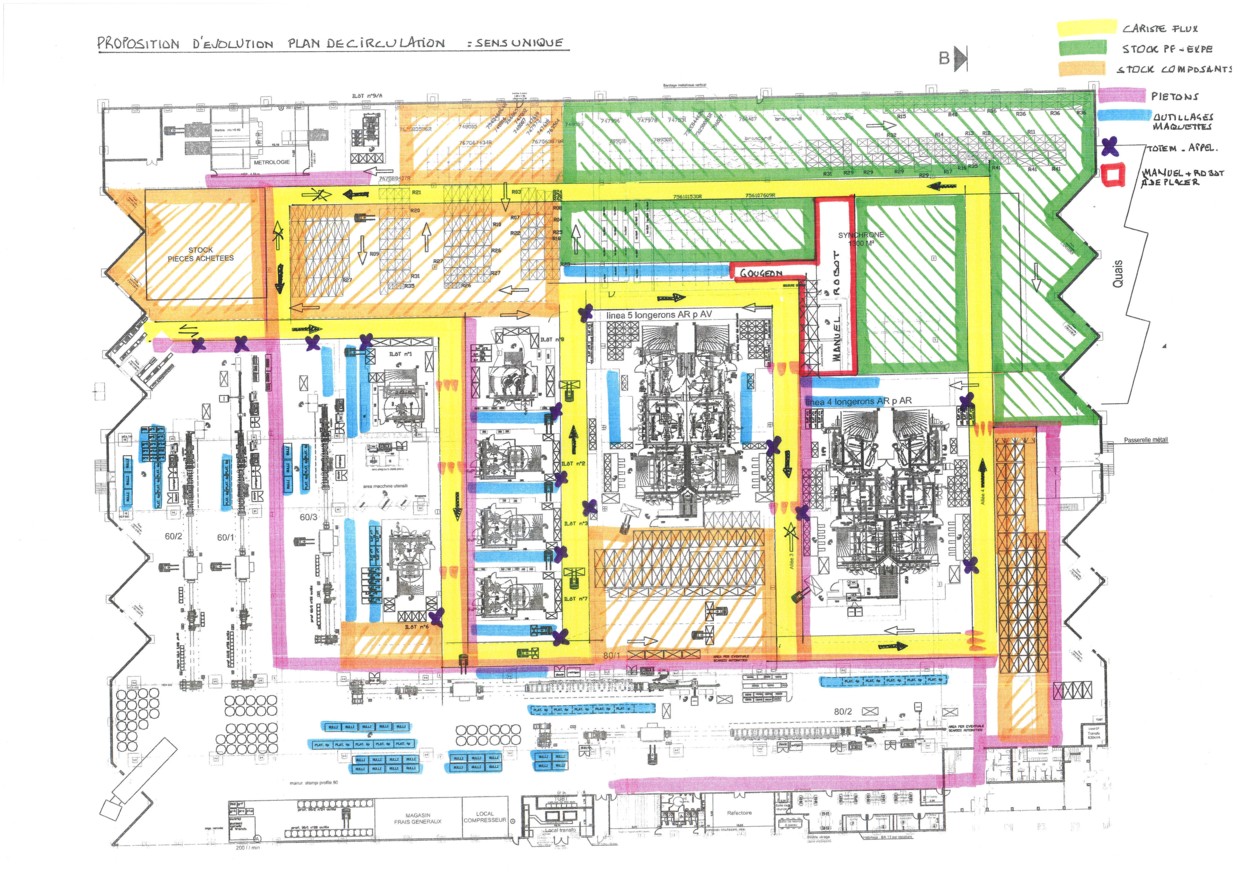
Implanter les ateliers et mes stockages
Objectifs
Standardisation des des délais de réponse
Réduction des temps de traversée
Réduction de la « gestion de priorités »
Dégoulottage et optimisation des bains
Responsabilisation des opérateurs de l’atelier par le management visuel « sans chef »
Gagner 25% de surfaces utiles dans l’atelier
Outils
Implantation d’atelier
- 5S
- Rangement
- Identification
Préparation
- SMED
Management visuel
- Ordonnancement gestion de production
- Cadenceur
Analyses et résultats
L’analyse par un VSM value stream mapping dans l’atelier avec les dirigeants met en évidence les contraintes et conflits entre les flux dans l’atelier
- Pour les pièces unitaires en réparation, le délai doit être le plus court possible, la gamme est complexe, innovante, redéfinie en fonction de chaque cas particulier
- Pour les pièces de série récurrentes, la gamme est connue et les délais réguliers doivent être maitrisés
- Les ateliers sont régulièrement encombrés et saturés, seule une personne est en sait exactement où en sont les pièces
La première action a été de rendre l’atelier lisible et compréhensible.
- Affectations de zones par affaire et par phase de traitement
- Réimplantations des machines de préparation et de finition
- Tri, rationalisation et rangement des outillages en fonction des contraintes d’utilisation et des besoins
Le groupe de travail s’est ensuite concentré sur les règles de gestion issues des contraintes réelles de process. ce travail a déterminé les délais standards de réponse que l’entreprise est capable de tenir.
- Gestion de production visuelle des affaires a été construite avec le chef d’atelier
- Cadenceur de gestion de production visuel, basé sur des fiches cartonnées qui avancent de case en case, permettent d’alerter immédiatement en cas de saturation
Mission
- 2008
- 10 jours