Comment réaliser un VSM Value Stream Mapping ?
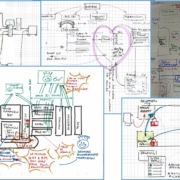
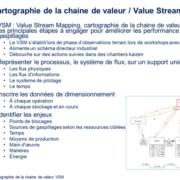
Le VSM permet de dépasser la vision « maillon » pour aller à la vision « chaine » et de cartographier un système de flux au lieu de se cantonner à représenter l’implantation physique et les contraintes de l’usine. Le VSM établit le lien entre les flux physiques et les flux d’informations. Le VSM permet non seulement de visualiser le gaspillage mais surtout son origine et les techniques pour l’éliminer. Le VSM est une démarche méthodique et standard qui sert de base aux échanges, aux choix, aux décisions, notamment dans la filière automobile.
Flux physique et flux d’informations : Le flux de matière ne s’écoule pas tout seul ! Il obéit à un système de contrôle de production, formel et informel. Chaque ilot doit savoir ce qu’il a à faire. La question essentielle est de savoir comment transmettre l’information pour que chaque ilot ne fabrique que ce dont l’îlot suivant a besoin, au moment où il en a besoin ? L’optimisation ne peut pas concerner l’un sans l’autre
Le matériel nécessaire pour faire un VSM ?
- Un crayon et une feuille A3
- Une planche
- Un chrono
- Des chaussures de sécurité, EPI … pour accéder partout
Faites vous-même le parcours à pied en suivant le flux de matière et le flux d’information. Identifiez d’abord la chaine de valeur dans son ensemble avant d’entrer dans les détails. Prenez le point de vue du client, de l’aval vers l’amont. Ne vous fiez qu’aux données que vous recueillez vous-même, recensez vous-même la totalité de la chaine de valeur, ne laissez pas de place aux sous-entendus et aux informations tacites. Explicitez les méthodes informelles. Méfiez-vous des faux flux tirés ! Généralement ce sont des flux qui arrivent « juste trop tard », en réponse à une « urgence », en « arrêtant tout pour laisser passer » … !
Puis posez-vous les bonnes questions …
- Quel sera votre cycle de production ?
- Votre production sera-t-elle stockée ?
- Où aurez-vous un flux continu ?
- Où devez-vous avoir des flux tirés ?
- Quel sera le régulateur de programme ?
- Comment lisserez-vous la production ?
- Quelle unité de temps utiliserez-vous ?
- Quelles améliorations seront requises pour que la chaine de valeur soit conforme à la nouvelle configuration ?